- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик










Krympekoblinger
I Kina støtter Xiamen Hongyu Intelligent Technology Co., Ltd. tilpasning av standard/ikke-standard deler av Crimp Connectors, og har mer enn 17 år med profesjonell teknologi innen maskinvareformdesign og produksjon av stemplingsprodukter. Minimumsbehandlingstykkelsen på Crimp Connectors kan nå 0,08 mm, med utmerket håndverk og ingen grader.
Send forespørsel
produktbeskrivelse
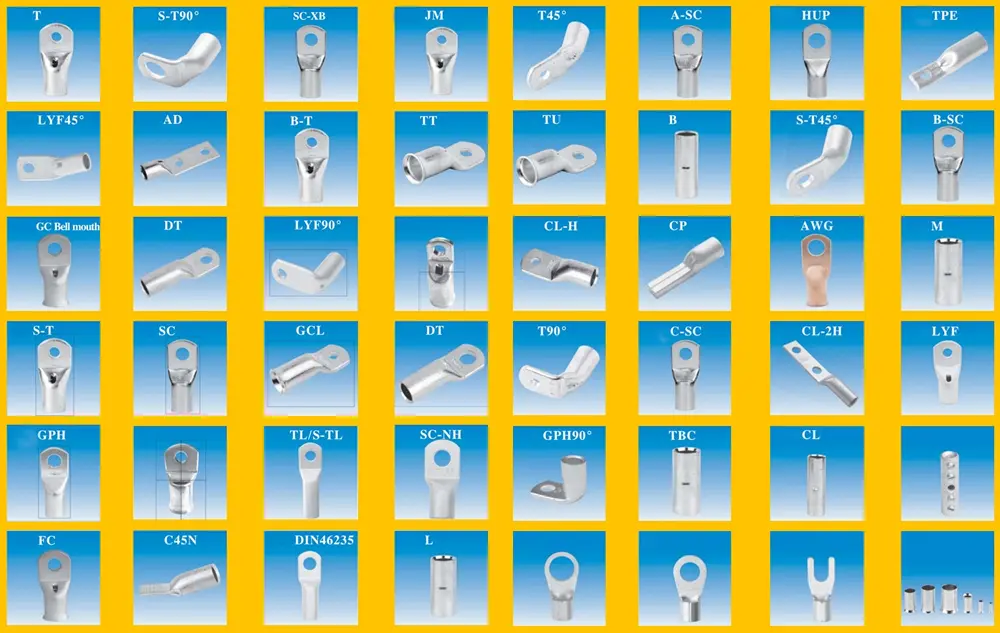
Crimp Connectors er en profesjonell komponent designet av Xiamen Hongyu Intelligent Technology spesielt for krympetilkobling av ledninger og terminaler. Med svært ledende materialer og presise strukturer har den løst tilkoblingssikkerhetsproblemene ved produksjon av ledningsnett. Dette produktet er et pålitelig valg for utenlandske kunder som trenger elektriske tilkoblingskomponenter. Som leverandør innen metallbearbeiding og elektrisk tilkobling kan vi tilby kunder med høykvalitets produkter og tjenester for å lette kretstilkobling.
rimping status inspeksjon
Krympekvaliteten til Stamping maskinvareterminaler er en nøkkelfaktor for å sikre den endelige sammenkoblingsytelsen. Om terminalstemplingsdelene er skadet, om terminalstemplingsdelene er bøyd, om isolasjonslaget inne i terminalvinduet er intakt, men wirekrympeområdet ikke er isolert, om ledningen er punktert ved isolasjonslagets krympeområde, om kantkrympingen er riktig, om børsten er synlig etter trådpressingen, om det er koniske hull i tilkoblingsområdet, og om det er koniske hull, mikrometer måleverdi ved isolasjonskrympepunktet er innenfor toleranseområdet kan også avgjøre om krympetilstanden er god.
Det er nødvendig å sjekke om maskinvareterminalene til stemplingen er riktig krympet. Enten det er manuell krymping eller maskinpressing, må hvert koblingspunkt inspiseres nøye. Feil krymping kan betydelig forkorte levetiden til krympede koblinger og til og med forårsake sikkerhetsfarer.
På grunn av de forskjellige toleransene for tråddiameteren for hver type kontakt og spesifikasjon, kan tykkelsesmålingen ved krympepunktet for tråddiameteren brukes som en referanseindeks. En upassende ledningsdiameter forkorter ikke bare levetiden, men kan også føre til ustabile forbindelser, rask løsgjøring og til slutt forårsake tap.
Prosessteknologi
Hovedmaterialene til Stamping-maskinvareterminaler er for det meste messing H62, uten spesielle krav. Materialene til kronefjærtrommelfjærene er for det meste berylliumkobber. Ikke alle materialer er egnet for gullplettering. Derfor, før gullplettering, belegges et lag med nikkel først for å sikre gullpletteringseffekten. De konvensjonelle spesifikasjonsstandardene for nikkelbasert gullbelegg er at nikkellagets tykkelse er 50 til 80μm, gulllagets tykkelse er ≥2μm, og renheten til gullet som brukes er ≥99,8%. Påfør til slutt en solid beskyttende film; Overflaten på produktet bør være glatt, fri for oksidasjon for å sikre praktisk funksjon, og fri for grader for å forhindre at produktet løsner på grunn av ukomprimerte graderspalter. For å sikre produktkvalitet bør det ikke være noen verktøymerker, klemmerker eller skarpe kanter på maskinvaren. Vi har høypresisjonskvalitetskrav og spesifiserer ikke en toleranse på ±0,02.
Galvaniseringsspesifikasjon
|
Produkt |
Krympekoblinger |
|
Krav til utseende |
Fri for oksidasjon, gulning, sverting, blåfarging, lilla, kroking, ujevne ben eller andre defekter. |
|
Plating ytelse |
Full nikkel base: 50-80 μ". Gullbelegg: 1 μ". Målepunkter på begge sider: 3mm. |
|
Høy temperatur motstand |
Må tåle 260°C i 5 sekunder uten misfarging, svartning, gulning, blemmer eller avskalling. |
|
Loddebarhetstest |
Loddedekning må være over 95 %. |
|
Saltspraytest |
Testet med 5 % saltløsning ved 35°C i 24 timer. Ingen oksidering, sverting eller andre defekter er tillatt. |
|
Adhesjonstest (Peel Test) |
Ingen avskalling av belegget på buede overflater. |
|
Miljøoverholdelse |
All plating må være i samsvar med grønne miljø-ROHS-krav. |
|
Plating av kritiske områder |
Alle målepunkter og utpekte måleflater må belegges i henhold til spesifikasjonene (disse områdene er kritiske for loddeevne og ledningsevne). |
Hot Tags: Crimp Connectors, Kina, produsenter, leverandører, fabrikk, tilbud, kvalitet
Produkttag
Relatert kategori
Send forespørsel
Gi gjerne din forespørsel i skjemaet nedenfor. Vi svarer deg innen 24 timer.